
Solutions and Consulting: With decades of experience, DELIECN provides intelligent warehousing & logistics solutions and consulting services for clients across a wide range of industries.
Learn More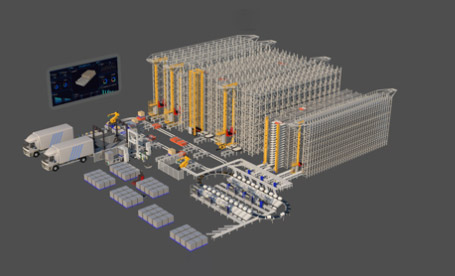
Solutions and Consulting: With decades of experience, DELIECN provides intelligent warehousing & logistics solutions and consulting services for clients across a wide range of industries.
Learn More
Solutions and Consulting: With decades of experience, DELIECN provides intelligent warehousing & logistics solutions and consulting services for clients across a wide range of industries.
Learn More
Solutions and consulting: DELIECN has decades of experience providing logistics & warehouse automation for the key industries.
Learn More
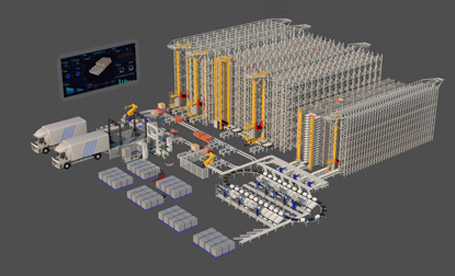
Optimized Goods Handling and Productivity for the Chemical Industry. The chemical industry faces increasing demands driven by product complexity, safety regulations, and diverse packaging requirements. Traditional warehouse systems often fall short, creating a need for advanced storage and handling solutions. DELIECN's automated warehouse solutions for chemicals, hazardous materials, and sensitive raw materials offer the flexibility to meet production, storage, and distribution needs. Designed for stringent safety and environmental controls, these systems ensure compliance, reduce operational costs, improve order accuracy, and speed up fulfillment.

Chemical Industry Solution Advantages:
A leading chemical raw materials and new materials high-tech enterprise

A leading coal and chemical enterprise.


