
Solutions and Consulting: With decades of experience, DELIECN provides intelligent warehousing & logistics solutions and consulting services for clients across a wide range of industries.
Learn More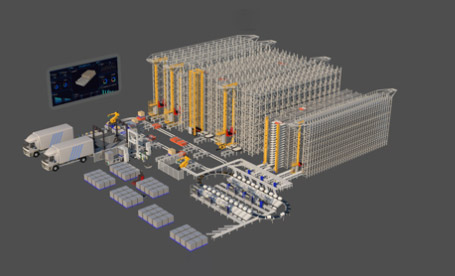
Solutions and Consulting: With decades of experience, DELIECN provides intelligent warehousing & logistics solutions and consulting services for clients across a wide range of industries.
Learn More
Solutions and Consulting: With decades of experience, DELIECN provides intelligent warehousing & logistics solutions and consulting services for clients across a wide range of industries.
Learn More
Solutions and consulting: DELIECN has decades of experience providing logistics & warehouse automation for the key industries.
Learn More
The chemical industry is undergoing a digital transformation, driven by the growing demand forhigh-performance materials and sustainability initiatives. As new materials such as specialty rubbergain traction across sectors like transportation, defense, manufacturing, and consumer goodsefficient warehousing solutions have become a critical factor for business success. However,traditional storage methods are proving inadequate in meeting the industry’s evolving needs,creating bottlenecks that hinder operational efficiency.
Challenges in Specialty Rubber Warehousing
Specialty rubber, an essential high-performance material, presents unique storage and logistics challenges:
1.Diverse Product Range & Storage Requirements
Specialty rubber comes in various forms, each with distinct physical and chemical propertiesConventional warehouses often struggle with space constraints, and managing humidity,corrosion, and dust protection is complex, Stacking materials without an efficient system leads toaging and quality degradation due to the inability to follow the First-In-First-Out (FlFO) principle.
2.Limited Digitalization & Inventory Accuracy lssues
Many warehouses still rely on manual inventory tracking, resulting in discrepancies betweenrecords and actual stock levels. The lack of real-time synchronization complicates production planning,leading to inefficiencies and delays.
3.Disconnected Production & Storage Processes
Without an integrated smart warehouse system, production and storage remain disjointed,ncreasing labor costs and causing supply chain disruptions. Delays in raw material retrieval andfinished goods dispatch impact order fulfillment and raise operational risks.
Smart Warehousing:Transforming Chemical Logistics
With advancements in artificial intelligence, digital twins, and automation, modemn warehousingsolutions now offer unparalleled efficiency, accuracy, and scalability.
As the chemical industry accelerates its shift toward smart and sustainable operations, automated storage and retrievalsystems (AS/RS) are becoming indispensable for achieving lean, energy-efficient,and high. performance logistics.
1. Maximizing Inventory Turnover with Intelligent Automation
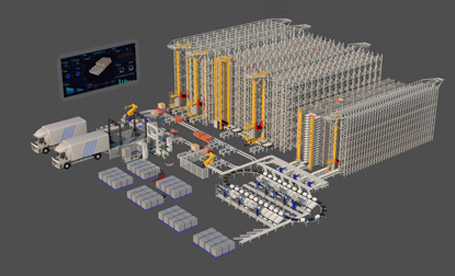
Automated warehousing utilizes high-density racking systems integrated with intelligentrobotics and sensor technology to optimize storage capacity. Specialty rubber materialsinfluenced by their production characteristics, require specialized handling. Deliecn’s AS/RSsolutions,featuring four-way shuttles, stacker cranes,and rail-guided vehicles(RGVs),enable24// automated retrieval and transportation. his not only reduces manua labor costs but alsoensures compliance with FlFO principles, preventing material aging and obsolescence. Pallet andtote-based storage further enhances safety by minimizingproduct damage during handling.
2.Enhancing InventoryAccuracy with Smart Data Management
Intelligent warehouse management systems (WMS) and warehouse control systems (WGS) bringreal-time visibility to inventory operations. Equipped with RFlD and sensor technologies,thesesystems enable automated tracking of product specifications, quantities, and locations, ensuring100% traceability from inbound to outbound logistics. Integration with enterprise resourceplanning (ERP) and manufacturing execution systems (MES) facilitates seamless data exchangeimproving demand forecasting, production scheduling, and supply chain coordination.
Future Outlook: Accelerating Digital Warehousing for Chemical Enterprises
As a leading provider of intelligent warehousing solutions, Deliecn is committed to revolutionizingchemical industry logistics. Our expertise in automation, digitalization, and smart logistics enablesbusinesses to streamline operations, reduce costs, and enhance competitiveness. With over 1.000successful AS/RS implementations worldwide, we offer end-to-end warehousing solutions tailored todiverse customer needs, from project planning and system deployment to after-sales support.
By driving the adoption of smart warehousing, Deliecn is empowering chemical manufacturers toachieve operational excellence, scale production capabilities, and deliver superior service to theircustomers. Contact us today to explore how our intelligent warehousing solutions can elevate yourbusiness to the next level.
