
Solutions and Consulting: With decades of experience, DELIECN provides intelligent warehousing & logistics solutions and consulting services for clients across a wide range of industries.
Learn More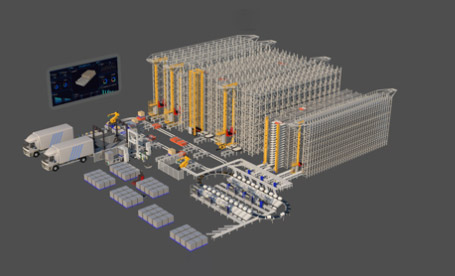
Solutions and Consulting: With decades of experience, DELIECN provides intelligent warehousing & logistics solutions and consulting services for clients across a wide range of industries.
Learn More
Solutions and Consulting: With decades of experience, DELIECN provides intelligent warehousing & logistics solutions and consulting services for clients across a wide range of industries.
Learn More
Solutions and consulting: DELIECN has decades of experience providing logistics & warehouse automation for the key industries.
Learn More
Facing problems in many product varieties and SKUs?
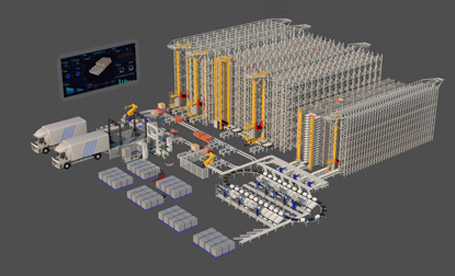
The pharmaceutical industry is under growing pressure to handle diverse product portfolios and meet strict regulatory demands. Traditional storage methods often fall short, highlighting the need for advanced automated storage and retrieval systems. DELIECN's automated high-density warehouse solutions optimize storage space, streamline inventory management, and improve operational efficiency. With precise environmental controls, these systems safeguard product quality while reducing costs and speeding up delivery, meeting the evolving needs of pharmaceutical production and distribution.

Pharmaceutical Industry Solution Advantage
A leading enterprise in the medical industry

A state-owned enterprise specializing in Polygonatum products

A Well-known Pharmaceutical Enterprise

A Leading Pharmaceutical Enterprise

A well-known large-scale first-class modern brewing enterprise in China
